精度の構造:キーボードにおけるCNC加工の理解
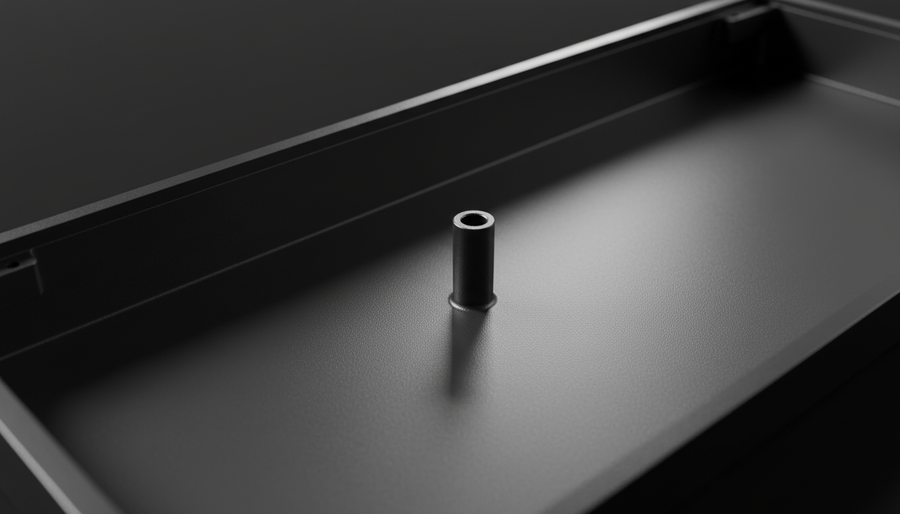
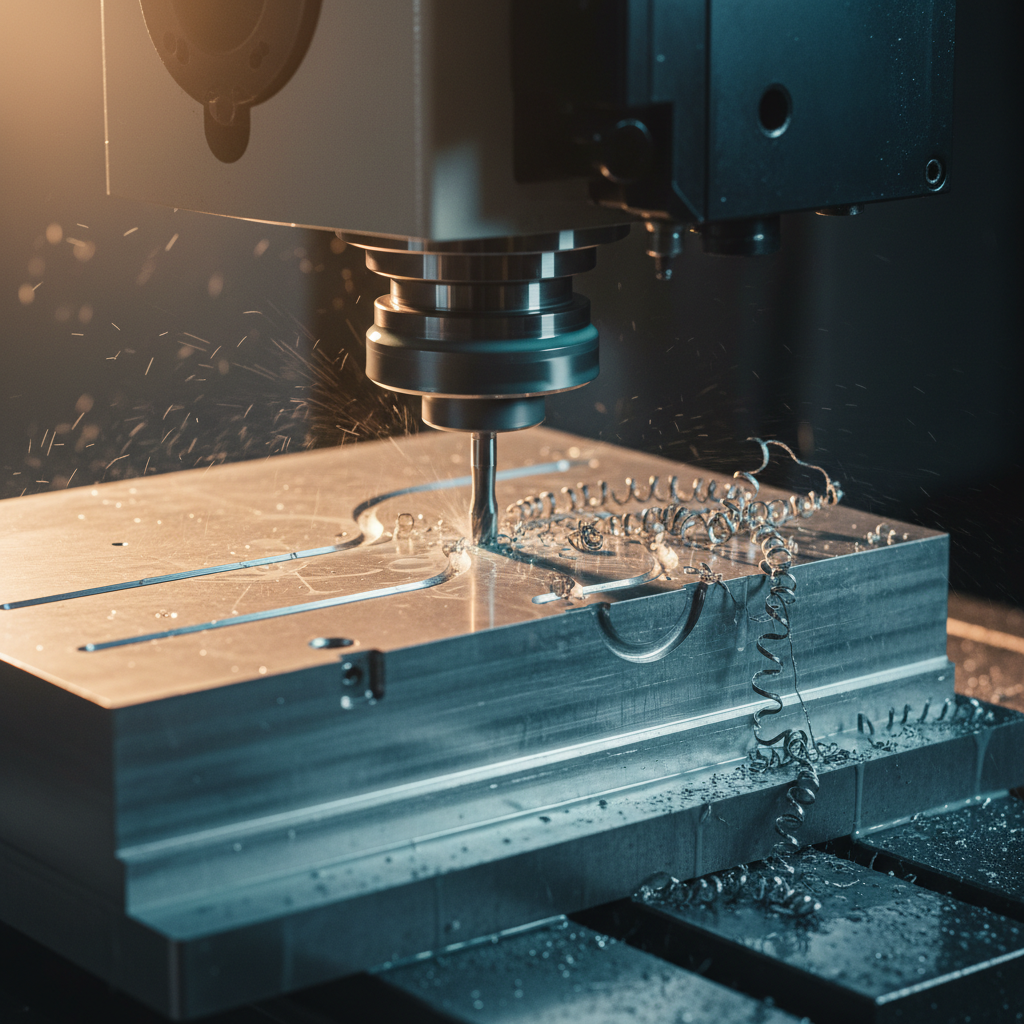
高性能周辺機器の世界では、機能的なツールからプレミアムな楽器への移行はミクロン単位で測られます。愛好家にとって、金属キーボードの「感触」は単なる主観的な好みではなく、厳密な機械工学と厳格な製造公差の結果です。CNC(コンピュータ数値制御)加工により、6061または7075アルミニウムのソリッドブロックから複雑な形状を作り出せますが、品質の真の証はシームの仕上げにあります。これはトップとボトムのシャーシ部品が接するインターフェースです。
クイックテイクアウェイ:「答えを先に」ガイド
- 50ミクロン基準:隙間が0.05mm以下であることが「プレミアム」ビルドの基準であり、材料の膨張を考慮した気候制御された加工が必要です。
- 精度のコスト:標準の±0.1mmから±0.01mmの公差に移行すると、仕上げ加工や工具の校正が必要なため、加工時間が通常300〜500%増加します。
- 性能の関連性:構造剛性は「サクッ」という感触だけでなく、ホール効果磁気センサーの安定化と8000Hzポーリングに必要なタイミング精度の維持に不可欠です。
加工公差とは、物理的寸法の許容変動限度を指します。キーボード業界では、0.1mm(100ミクロン)よりも狭い隙間が、金属ケースが「十分」から「プレミアム」へと感じられる境界線です。参考までに、人間の髪の毛の太さは約70ミクロンです。フルサイズケースの周囲全体で一貫して0.05mm(50ミクロン)以下の公差を達成するには、高性能な機械だけでなく、高度な固定具と気候制御された環境が必要です。
製造の経験則:当社の生産サイクルの内部分析によると、±0.1mmの公差から±0.01mmの公差に移行すると、CNC加工時間が推定で300〜500%増加します。この指数関数的なコスト曲線は、工具のたわみを最小限に抑えるための遅い送り速度、最終加工用の特殊なダイヤモンドチップ工具、そして15ミクロンのずれでも不良品となる高いスクラップ率によって引き起こされます(出典:Attack Shark Internal Manufacturing Benchmarks)。

プレミアムの境界線:100ミクロン対50ミクロン
キーボードの品質を評価する際、愛好家はしばしば目に見える上部の継ぎ目に注目しますが、専門の技術監査者は内部のネジ柱の整列やケースの半分の接合部を重視します。「良好」な組み立ては100ミクロンの隙間を維持し、肉眼で均一に見えます。「プレミアム」な組み立ては50ミクロン以下を目標とし、これはISO 2768-f(細かい)のような航空宇宙グレードの加工基準に由来することが多いです。
これらの50ミクロン以下の隙間を実現するにはいくつかの技術的な「落とし穴」があります:
- 工具のたわみ:CNCビットがアルミニウムを削る際、物理的抵抗で工具が曲がります(たわみ)。工場の観察によると、攻撃的な「荒削り」加工で生じる10ミクロンのたわみでも50ミクロンの許容差目標を台無しにすることがあります。
- 固定ストレス:クランプを締めすぎるとアルミニウムが数ミクロン歪みます。解放後、部品は「元に戻ろう」として、機械上では完璧に見える継ぎ目が組み立て後に不均一になることがあります。
- 後処理のバリ取り:手作業で「バリ」(金属の突起)を除去すると、鋭いエッジが丸くなり、継ぎ目の隙間が広がって意図した精度が損なわれることがあります。
材料科学:熱膨張と陽極酸化の厚さ
アルミニウムは環境に反応する「生きている」材料です。Global Gaming Peripherals Industry Whitepaper (2026)(内部製造業者調査)によると、環境の安定性はデバイスの完全性を維持する上で重要な要素です。
熱膨張の問題
アルミニウムの熱膨張係数(CTE)は約23μm/m·°Cです。長さ300mmのキーボードケースの場合、30°Cの温度変化(例:冷たい輸送コンテナから暖かいゲーミングルームへ)で金属は約200ミクロン膨張します($300mm \times 23 \times 10^{-6} \times 30 = 0.207mm$)。この膨張は工場の許容差を超えて継ぎ目を開閉させる可能性があります。経験豊富な製造業者は、ケースが変形しないよう熱膨張を許容する「スリップフィット」を設計して対応しています。
陽極酸化の変数
陽極酸化は通常10〜20ミクロンの厚さの酸化アルミニウム層を追加します。技術設計者はこれを考慮してCADモデルに「クリアランス」を設ける必要があります。これを正しく計算しないと、ケースの半分を無理に合わせる「バインディング」が発生し、内部応力が生じて長期的な歪みの原因となります。
寸法変動モデル:以下の表は300mmのアルミニウムシャーシの変動を推定しています。注:これらは標準的な材料物理に基づく理論上の最大値です。
係数 典型値 寸法への影響(概算) 根拠/出典 熱膨張 Δ30°C +207ミクロン アルミニウムの熱膨張係数 (ASTM E228) 陽極酸化層 タイプII 表面あたり+15ミクロン 標準コーティング厚さ 材料クリープ 1年 5~15ミクロン 経験則:組み立て応力下での変形 加工許容差 ハイエンド ±20ミクロン 精密CNC(ISO 2768-f) 総積み重ね 合計 約250ミクロン 制御されていない組み立てでの潜在的なばらつき
音響工学:なぜ隙間が音に影響するのか
機械式キーボードの「トック」音はシャーシの許容差に大きく影響されます。許容差の積み重ねによる接触点の不均一さは共鳴空気隙間を生み、エコーチャンバーのように作用して「こもった」または「ピンギー」な音を引き起こします。
しかし、完全に密着した金属同士のプレスフィットが常に目標とは限りません。超密着は高周波スイッチノイズの直接伝達経路となることがあります。最も効果的な方法は、制御された均一な隙間(例:100ミクロン)を柔軟なガスケット材で満たすことです。この分離により「リンギング」を防ぎつつ構造剛性を維持します。薄壁ケースの音響共鳴評価(Attack Sharkリサーチ)は、振動が異なる材料を通じてどのように伝わるかの基準を提供します。
物理的ミクロンから電気的マイクロ秒へ:8Kポーリングのリンク
物理シャーシの精度追求は、内部電子機器の精度追求としばしば一致します。8000Hz(8K)ポーリングでは、その間隔はほぼ瞬時です。 0.125ms.
- 1000Hz: 1.0ms間隔。
- 8000Hz: 0.125ms間隔。
8Kポーリングの恩恵を受けるには、通常、マイクロスタッターの低減を表示するために高リフレッシュレートモニター(240Hz以上)が必要です。さらに、8Kポーリングは標準の1KポーリングよりもシングルコアCPU性能に大きな負荷をかけるため、システムの最適化はキーボードのハードウェアと同じくらい重要です。

精度パフォーマンスモデリング:ホール効果 vs. 機械式
ホール効果(HE)キーボードでは、「ラピッドトリガー」リセットポイントの精度は0.1ミリメートル単位で測定されます。
シナリオモデル:レイテンシ削減
- ユーザーペルソナ: 中程度の指のリフト速度($v = 50$ mm/s)の競技ゲーマー。
- 機械式スイッチ: 固定リセット距離($d$)0.5mm。
- ホール効果スイッチ: 動的リセット距離($d$)0.1mm。
モデリング結果($t = d/v$を使用):
- 機械的レイテンシ: $0.5mm / 50mm/s = 0.010s$(10ms)。
- ホール効果レイテンシ: $0.1mm / 50mm/s = 0.002s$(2ms)。
- 理論的優位性: 物理的リセット時間が8ms短縮。
注:このモデルは線形速度と一定のセンサーポーリングを前提としています。実際の結果は指の加速度によって異なる場合があります。
この8msのアドバンテージは、シャーシが十分に剛性を持ち、「PCBのたわみ」がホール効果センサーの磁束読み取りに干渉しない場合にのみ可能です。
価値志向の愛好家にとっての実際的な現実
チャレンジャーブランドにとって、戦略的な緊張は「仕様のリーダーシップ」と「実行の成熟度」の間にあります。
よくある落とし穴の特定
金属製キーボードを購入する際は、これらの「注意信号」を探してください:
- 陽極酸化のグラデーション:継ぎ目の色むらは、部品が適切に洗浄されていなかったか、合金の組成が両半分で異なることを示すことが多いです。
- ネジの「底付き」:内部のネジ柱が0.1mmでも長すぎると、ケースの両半分が合わず、永久的な隙間ができます。
- クリープ変形:修理ベンチでの一般的なパターンに基づくと、アルミニウムは「クリープ」—応力下でのゆっくりとした変形—を示すことがあり、内部組立の張力が不均一な場合、1年の使用で5〜15マイクロメートルの「ねじれ」が生じます。
実際の使用における「摩擦点」
最もよく見られる間違いはケースのネジを締めすぎることです。アルミニウムは比較的柔らかいため、過度のトルクはネジ山をなめたり、ガスケットを不均一に圧縮して「片寄った」継ぎ目を生じさせることがあります。軽く均一なトルクは「しっかり締める」よりもほとんどの場合優れています。
結論:品質の全体的な視点
マイクロメートル単位の精度は、製造元の全体的なエンジニアリング哲学の指標です。50マイクロメートルの継ぎ目に必要な品質管理に投資するブランドは、同じ厳密さをファームウェアの安定性やセンサーの実装にも適用している可能性が高いです。8Kポーリングレートの0.125ms間隔であれ、高級シャーシの0.05mmの隙間であれ、精度は高性能ゲーミングの基盤です。
免責事項: この記事は情報提供のみを目的としています。技術仕様および性能指標はシナリオモデリングと一般的な業界標準に基づいています。個々の製品の性能はファームウェアのバージョン、ハードウェアの改訂、環境条件によって異なる場合があります。周辺機器の改造を行う前に、必ず公式の製造元のドキュメントを参照してください。